 |
| 产业政策 |

|
 当前位置:
当前位置:

为深入贯彻落实党中央、国务院关于碳达峰、碳中和的重要决策部署,完整、准确、全面贯彻新发展理念,践行“宜业尚品、造福人类”的建材行业发展目标,科学做好玻璃纤维行业节能降碳改造升级,推动玻璃纤维行业节能降碳和绿色转型,根据《建材行业碳达峰实施方案》,结合《玻璃纤维行业规范条件》《玻璃纤维单位产品能源消耗限额》,制定《玻璃纤维行业碳减排技术指南》。
一、总体要求
完整、准确、全面贯彻新发展理念,科学处理发展和减排、短期和中长期的关系,突出标准引领作用,深挖节能降碳技术改造潜力,按照“因业施策”“因企施策”“一线一策”的原则,加快推进玻璃纤维行业节能降碳改造提升步伐,带动全行业绿色低碳转型,确保如期实现碳达峰目标。
二、遵循原则
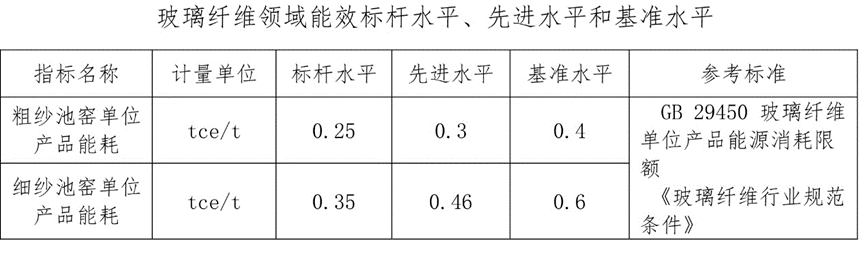
对拟建、在建项目,应对照能效标杆水平建设实施,推动能效水平应提尽提,应全面优于先进水平。对能效落后于行业基准水平的存量项目,明确改造升级和淘汰时限(一般不超过3年),引导企业有序开展节能降碳技术改造,在规定时限内将能效改造升级到优于基准水平,力争优于能效标杆水平。
三、现状分析
玻璃纤维主要有池窑拉丝法和坩埚拉丝法两种生产工艺。 坩埚拉丝法需两次成型,生产过程能耗较大,碳排放也高于行业平均水平,国家发改委2019年11月发布《产业结构调整指导目录(2019年本)》,提出鼓励大型池窑拉丝技术,限制代铂坩埚拉丝生产线等政策,产业结构调整政策将推动行业生产模式整体将向大型池窑拉丝生产线发展。目前全国玻璃纤维生产企业达数百家,其中拥有池窑玻璃纤维生产能力的企业只有不到50家。2022年,全国玻璃纤维纱总产量超过700万吨,主要为池窑玻璃纤维纱产量。由于坩埚拉丝产量占比较小,在5%左右,又属于限制类项目,故本指南未对代铂坩埚拉丝企业提出改造升级要求。 池窑拉丝法是将生产玻璃纤维的原料配制成玻璃配合料,直接投入到池窑中进行熔制,熔化好的玻璃液经窑的通路进入漏板,通过高速拉丝机,将玻璃液由漏板底板的漏嘴引出成纤。与坩埚法相比,池窑法具有工艺工序简单、节能降耗、成形稳定、高效高产等方面的优势。玻璃纤维生产碳排主要来源于燃料燃烧过程排放、生产过程(主要来自于原料石灰石、白云石等原料分解)排放以及购入电力、能源介质对应生产活动的二氧化碳排放。 最新的《产业结构调整指导目录(2023年本,征求意见稿)》于2023年7月进行意见征求,涉及玻纤行业的内容有: 鼓励类:8万吨/年及以上无碱玻璃纤维粗纱(单丝直径>9微米)池窑拉丝技术,5万吨/年及以上无碱玻璃纤维细纱(单丝直径≤9微米)池窑拉丝技术,超细(单丝直径≤5微米)、高强、高模、耐碱、低介电、低膨胀、高硅氧、可降解、异形截面等高性能及特种玻璃纤维开发与生产,玻璃纤维毡、布等制品生产;玄武岩纤维池窑拉丝技术。 限制类:中碱玻璃纤维池窑法拉丝生产线,单窑规模小于8万吨/年(不含)的无碱玻璃纤维粗纱池窑拉丝生产线,中碱、无碱、耐碱玻璃球窑生产线,中碱、无碱玻璃纤维代铂坩埚拉丝生产线。 淘汰类:玻璃纤维陶土坩埚、陶瓷坩埚及其它非铂金坩埚拉丝生产工艺与装备。 落后产品:①使用非耐碱玻纤或非低碱水泥生产的玻纤增强水泥(GRC)空心条板;②陶土坩埚、陶瓷坩埚及其它非铂金材质坩埚拉丝玻璃纤维和制品及其增强塑料(玻璃钢)制品。 受工业和信息化部委托,中国建筑材料联合会选取了2家典型玻璃纤维生产企业,其中年产6万吨无碱玻璃纤维池窑生产线企业1家、年产3万吨无碱玻璃纤维池窑生产线企业1家,作为落实玻璃纤维行业碳达峰实施方案的“试验田”,开展解剖“麻雀”式的调查研究,既有生产传统玻璃纤维的生产线,又有生产高性能玻璃纤维生产线,在行业中具有一定的代表性、典型性,为本指南提供了主要的基础数据和节能降碳技术路径支撑。截至2022年底,能效优于标杆值水平的玻璃纤维粗纱生产能力约占5%、玻璃纤维细纱约占10%;能效落后于先进水平的玻璃纤维粗纱生产能力约占50%、玻璃纤维细纱约占40%。不同类型玻璃纤维企业生产能耗水平和碳排放水平差异较大,但通过采用先进的技术和装备,也具有较大的节能降碳改造升级潜力。
四、主要目标
到2025年,玻纤行业优于能效标杆水平的产能比例达到20%以上,能效落后于基准水平的产能基本清零,行业节能降碳效果显著,绿色低碳发展能力大幅增强。到2030年,能效基准水平和标杆水平进一步提高,优于标杆水平的企业比例大幅提升,行业整体能效水平和碳排放强度达到国际先进水平,形成一批具有能耗水平优于世界先进水平的领军企业,行业实现碳达峰目标。
五、玻璃纤维行业节能降碳技术路径及预期效果
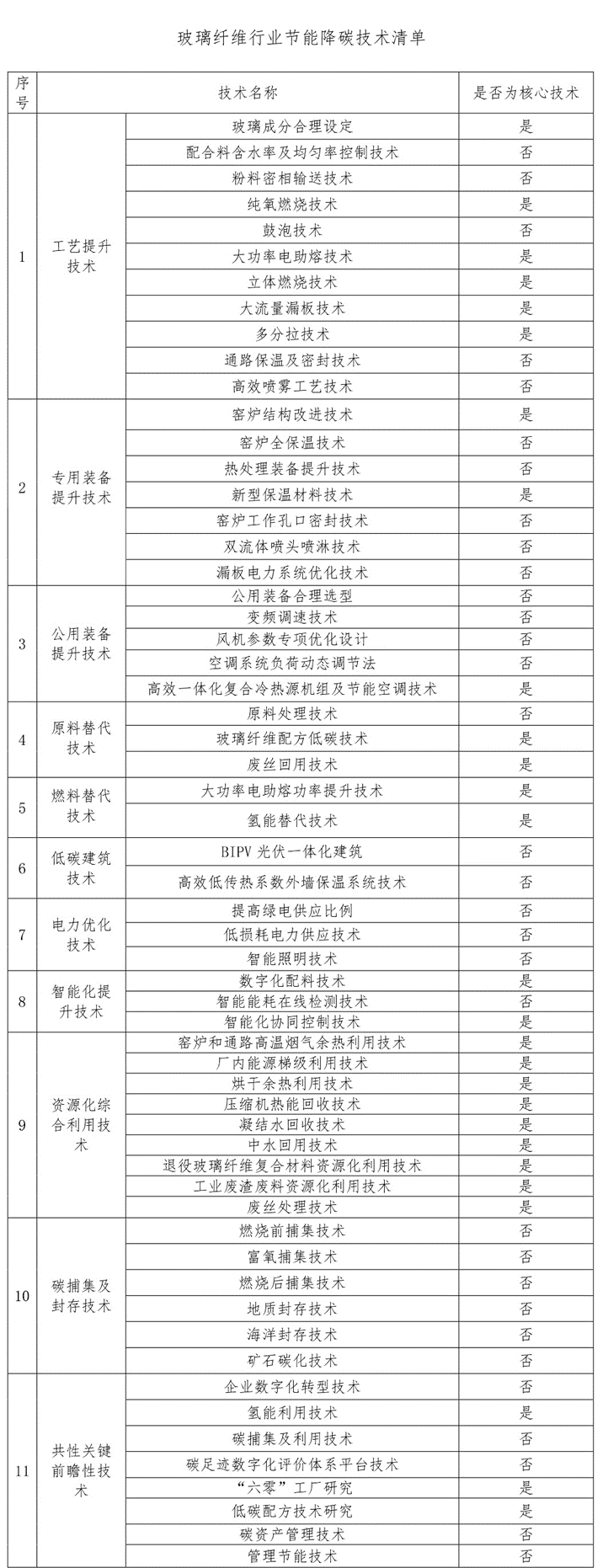
(一)工艺提升技术 依据玻璃纤维产品的生产工艺流程,原料、熔制、成形、制品四段工艺的节能技术阐述如下。 1.原料工艺 技术路径:①玻璃成分的合理设定。考虑玻璃的物化性能,使配合料在较低的温度下熔化,降低窑炉的能源消耗;②配合料含水率及均匀率控制;③粉料运输选用效率较高的密相输送技术,提高压缩气体的使用效率。 2.熔制工艺 技术路径:①采用纯氧燃烧技术,提高燃烧能效;②采用鼓泡技术,加强玻璃液的热交换,改善玻璃液的均化和澄清;③采用大功率电助熔技术,提高熔融热效率;④采用立体燃烧技术,结合窑炉结构优化烧嘴位置和角度,以提高熔融热效率;⑤应根据玻璃熔制过程中熔化、均化、澄清的工艺特点来优化工艺制度,提高玻璃液的传热和熔融效率。 3.成形工艺 技术路径:①采用大流量漏板技术,提高拉丝产量,降低吨纱能耗;②采用多分拉技术,提高生产效率,降低能耗;③加强通路保温及密封,减少热散失;④采用高效喷雾工艺,降低水用量;⑤对工艺空调风系统进行分区控制,合理设计风道及作业空间区域。 4.制品工艺 技术路径:①针对玻璃纤维粗纱浸润剂性能制定合理的烘干工艺制度,烘干热风宜循环使用;②针对玻璃纤维细纱浸润剂性能制定合理的调理工艺制度,提高调理质量;③退并采用小循环系统控制捻线温度,降低空调负荷;④合理规划线密度检测频次,以提高出材率和生产效率;⑤合理回收制品辐射热,减少燃气用量。 (二)专用装备提升技术 优化窑炉、通路、成形及热处理专用设备及通用设备的设计选型,提高全厂工艺用能效率。 1.窑炉及通路 技术路径:①窑炉结构改进。根据规模和产品方案合理选用长宽比,合理设计各部位的结构形式。熔化部与主通路的连接宜采用下沉式流液洞或挡砖结构。②在保证结构安全情况下,窑炉火焰空间宜采用全保温的形式。③采用高效新型保温材料、密封材料和保温涂料。针对玻璃窑炉不同部位使用适宜的新型复合保温材料,降低窑体表面温度,减少能量散失。④在窑炉相关工作孔口加强密封,对玻璃窑炉投料口、火焰观察口、烟道等易漏风的部位进行密封处理,减少散热,降低空气进入量。⑤合理布置通路的形式,根据不同规模可采用T型、H型、“王”字型,成型通路底部宜采用倾斜式结构,宽度宜采用渐缩式结构,合理控制通路玻璃液流速和温降。⑥合理控制窑炉及通路过氧量,根据过程控制制度,合理调控氧燃比。 预期效果:在保证结构安全情况下,窑炉火焰空间采用全保温的形式,同时采用钛钠硅保温毯、微孔隔热板、纤维喷涂材料、高发射率节能材料等新型复合保温材料,并对窑炉相关工作孔口加强密封,并对玻璃窑炉投料口、火焰观察口、烟道等易漏风的部位进行密封处理。预期降低燃料消耗3%~5%。 2.成形装备 技术路径:①粗纱拉丝喷雾喷头宜选用双流体喷头,提高喷雾冷却强度及均匀性,降低单位产品水耗。②选用多分拉、大卷装自动换筒拉丝机,提高生产效率。③优化漏板电力系统,减少漏板电力在途耗能。漏板电力系统采用24脉波的主变,漏板控制系统采用总线控制,减少DCS孤岛系统,实现漏板惯性传输最佳匹配,达到最佳效果。 预期效果:通过采用双流体喷雾技术、分拉、大卷装自动换筒拉丝机,优化漏板导电系统,可节约能耗2%~4%。 3.热处理装备 技术路径:①采用节能型烘干炉和热定型炉,采用组合布置和保温措施,降低单台设备能耗,排湿烟气及炉出口原丝热能回收;②后处理设备宜进行废气焚烧热量的回收及二次利用,采用余热收集器回收焖烧后布卷冷却散发的热量及设备自身热量。 预期效果:可节约能耗约5%。 (三)公用装备提升技术 技术路径:①中小型三相异步电动机、通风机、清水泵、空气压缩机、变压器等通用设备的能效指标,优先采用高能效装备;②对有调速要求的大型风机,如冷却风机、烟气引风机、空调送风机、拉丝排风机等,采用变频调速技术;③生产线设计和技术改造的风机设备选型时,开展风机参数专项优化设计,使风机运行效率达到80%以上;④备用设备宜在满足使用条件下一备多用;⑤机械驱动设备应减少转换连接,尽量选用直驱模式;⑥风机选型、风管路布置及燃烧系统宜符合GB51258标准;⑦采用实时负荷动态调节法对车间空气调节系统进行全面节能调试、分级分区域设置空气调节系统、合理设定空气调节温湿度要求及循环次数等;⑧厂内能源宜充分考虑梯级利用,如厂区设备分高压、低压供电,压缩空气按使用压力梯级供应;⑨减少能源形式转换,提高能源利用效率。 预期效果:采用变频调速技术,预期节电10%左右;采用实时负荷动态调节法全面节能调试,预期节约能源消耗约8%~15%。 (四)原料替代技术 原料替代研究包括原料替代技术和固废综合利用技术开发及应用两部分。原料中所含的碳酸盐是玻纤行业的碳排放三大来源之一,因此开发低碳/无碳矿物原料代替目前常规的高碳矿物原料,对玻纤废丝进行高效率回用是降低玻纤生产碳排放最直接的技术方案。 技术路径:①减少使用碳酸盐类原料或采用煅烧过的碳酸盐原料,以减少CO2排放;②持续开展纤维玻璃配方改良,优化原料使用方案,降低生产配合料中碳酸盐的使用比例,减少因碳酸盐原料分解产生的碳排放;③建立原料数据库,对不同种类、不同产地或矿点的原料各种成分进行条件搜索、大数据分析和多变量高通量计算,找到适合搭配条件的原料组合;④废丝回收利用率应达到100%。 (五)燃料替代技术 燃料替代技术共分为大功率电熔技术和氢能替代两部分。一是探索全电热设备加热技术,推进大功率电助熔技术,大规模采用绿电替代技术,进一步降低天然气使用比例,从而实现窑炉大规模降碳;二是开发低碳高效的氢能利用技术及关键装备,形成核心装备研发制造、工程设计、产品生产、氢能利用系统应急预案和标准等较完整配套的产业链关键技术。 1.大功率电助熔技术 技术路径:①通过对窑炉进行数学仿真模拟,研究火焰空间的温度场、气体流动场、玻璃液内部的电加热的能量场、玻璃液的流动场与温度场等等,以达到对玻璃熔窑热工过程的理性认识,从而进一步优化窑炉内部结构,同时根据玻璃液熔化情况来研究电极列插入的不同深度及功率的分配;②由于电功率提高势必提高池底玻璃温度,加剧耐火材料的侵蚀,为减少侵蚀必须研究对池底结构的改进、冷却风系统的改进,减少高温侵蚀;③优化大功率电助熔系统,如电极规格、数量、布置方式、接线方式、变压器型号等;④对电助熔系统进行数值模拟,研究在不同电极布置下的电力线场的分布,通过比例缩小模拟电流电压来推导实际生产电功率参数;⑤通过电流侵蚀试验研究电流对耐火材料的侵蚀机理,明确耐火材料的选型。 2.氢能替代 技术路径:①氢气作为零碳燃料,是行业大规模脱碳的有效途径,需研究氢气燃烧在玻纤工厂的应用;②玻璃液熔制是一个复杂的理化过程,需探索火焰空间、通路液深、温度梯度对纤维成形的影响规律,探索最佳工况下氢气燃烧制度;③氢能利用系统可能存在氢气泄漏、火灾和爆炸等事故,需研发氢能安全利用技术及装备。 (六)低碳建筑技术 建筑碳排在二氧化碳排放总量中,几乎占到了50%,这一比例远远高于运输和工业领域,这一数字往往容易被忽视。在建筑材料与设备制造、施工建造和建筑物使用的整个生命周期内,提高能效,降低二氧化碳排放量,已逐渐成为国际建筑界的主流趋势。在生产园区中推进低碳建筑,是对玻纤园区生产降碳的有利促进。 技术路径:①根据规划需求,分析厂区/园区的地理位置、气候环境、建筑布局,合理利用光伏发电,将清洁能源与建筑建材相结合,推进光伏建筑一体化(BIPV)建设;②将低传热系数外墙保温系统技术和低温差余热利用技术融入产业园区设计;③成形区维护结构背板作保温措施。 (七)电力优化技术 电力消耗在玻璃纤维生产过程中占比较大,也是二氧化碳排放的主要来源,在未来玻璃纤维工厂电力供应中,应大力提高绿电的比例。 技术路径:①合理选择工厂内外供配电电压等级、厂区内中压和低压配电方式,控制低压配电线路的供电距离等措施,控制用电设备端子处的电压偏差,降低供电电能损耗;②优化选择工厂总变电所和厂区内配电电力变压器容量,合理调整运行负载率和输出电压,降低变压器运行的电能损耗;③综合考虑提高用电自然功率因数、实施用电功率因数的分级补偿和就地动态补偿等措施,提高厂区电功率因数,降低变配电电能损耗;④合理设计厂区内供配电线路走向、大功率低压配电距离和三相配电干线的负荷平衡分配,合理选择配电线路电缆的材质和导体截面积,降低全厂供配电线路运行电能损耗;⑤采用有源滤波装置抑制窑炉、成型区产生的高次谐波,谐波限值应符合现行国家标准GB/T14549的有关规定;⑥充分利用自然光并减少人工照明,办公生活区和生产场所路灯采用太阳能光伏储能照明,采用节能型灯具和光源,实施分组照明控制和设置感应自动控制器;不需人员长期到位的生产巡检场所宜采用自动感应照明控制器。 预期效果:采用合理的供电电压和供配电方式,可降低供电线路和变配电设备、电动机、照明设备的电能损耗合计10%左右;通过电力变压器的优化选择和经济运行,可降低厂区内变配电损耗20%左右,全厂用电损耗可降低1%以上;通过功率因数补偿、提高用电功率因数,可降低厂区内变配电损耗20%左右;通过供配电线路的节电措施,全厂供配电线路运行电量损耗可从3%左右降低到2%以下。 (八)智能化提升技术 运用5G通讯、大数据分析、人工智能等新技术,围绕智能装备和智能运维、智能质量管控和生产运行优化、智能营运和物流控制、计算机辅助决策等核心赋能,提升企业智能制造水平,促进玻璃纤维生产企业的节能减排。 技术路径:①采用原料分析系统,对各种原料成分在线检测或自动采样分析,实施数字化无人化配料,调整原料配比,为窑炉系统热工制度稳定、提高产品质量和降低能耗创造条件;②采用智能优化控制技术,通过对原料投料量、燃气量、氧气量、电助熔功率等在线监测分析,提高熔化质量和效率,降低能源消耗;③采用成形工艺优化控制技术,通过对漏板温度、流量等运行参数在线检测分析和协同优化;④采用智能控制技术,协同优化窑炉烟气系统与烘干系统风量风温等控制参数,在降低窑炉系统热耗基础上提高余热利用占比。 预期效果:测算智能制造过程控制技术节能效果,预计使玻璃纤维生产节能1%~3%,投用率达到98%,设备经济运行改进1%~5%,设备效率改进1%~5%。 (九)资源化综合利用技术 技术路径:①对窑炉和通路的高温烟气进行热能回收,用于其他生产工序;②烘干排湿风和烘干炉尾部的余热回收使用;③压缩机采用热能回收技术;④利用蒸汽作为热源的系统采用凝结水回收技术;⑤窑炉车间、拉丝车间等循环冷却水采用热能回收技术;⑥生产污水采用循环利用技术;⑦退役玻璃纤维复合材料资源化利用技术;⑧工业废渣废料资源化利用技术;⑨生产废丝循环利用技术。 (十)碳捕集封存技术 1.碳捕集 碳捕集技术主要指从工业生产、能源利用和大气等排放源捕获二氧化碳并将捕获的二氧化碳进行分离、收集并压缩的过程。根据碳源捕获与燃烧过程的先后顺序,可将碳捕集技术分为燃烧前捕集、富氧捕集、燃烧后捕集三种。 技术路径:①燃烧前捕集技术,指原料燃烧前将其中的含碳组分分离,避免碳燃烧产生二氧化碳气体;②富氧捕集技术,指采用空气分离等制氧技术,将空气中氮气脱除,直接采用高浓度的氧气来替代空气使用,提高排出二氧化碳浓度,方便捕集;③燃烧后捕集技术,指燃烧排放的烟气中捕集二氧化碳,主要方法有吸收法、吸附法、直接分离等。 2.碳封存 在生产过程中提纯废气中的二氧化碳,通过管道、公路、铁路等进行压缩运输,并加以利用或封存。 技术路径:①地质封存技术,将二氧化碳加压灌注至适宜的地层中,用地层的孔隙空间储存二氧化碳;②海洋封存技术,通过管道或船舶将二氧化碳运输到海洋封存的地点,将二氧化碳注入海洋的水柱体或海底;③矿石碳化技术,利用碱性和碱土氧化物,如氧化镁和氧化钙将二氧化碳固化,这些物质都存在于天然形成的硅酸盐岩中。 (十一)共性关键前瞻性技术 1.生产和装备加工制造企业数字化转型 推进数字化、信息化、智能化技术与制造技术融合发展,提升工业生产效率并降低能耗。鼓励建设数字化车间,提高节能管理信息化水平,鼓励建设能源管控中心,利用信息化、数字化和智能化技术完善重点用能单位能耗在线监测系统,建立节能技术推广服务平台。 2.积极推动氢能助力工业领域节能降碳 氢能作为现有能源形式的有益补充,已经成为助推产业绿色高质量发展、培育经济新增长点的重要战略选择,需有序发展氢能产业,积极稳妥推动氢能在工业领域的多元应用。其中主要包括:氢能综合评价、氢安全基本要求,推动安全、高效氢制备、储运等方面的应用,推动氢能相关新技术、新工艺。 3.碳捕集提纯利用关键技术研究 加强低能耗、低成本碳捕集技术研究,针对二氧化碳利用难题,开展二氧化碳废渣矿化、化学利用、生物利用等关键技术研究,为碳减排技术储备和发展方向找到突破口。 4.碳足迹数字化评价体系平台应用 开展对工厂全生命周期碳足迹的精细化计算和实时动态监控技术研究,建立碳排放足迹数据库,研究碳减排技术碳排放量监测、报告和核查体系平台,努力搭建和完善装备产品碳足迹数字化评估系统及标准体系。 5.“六零”工厂研究 开展“六零”工厂建设技术研究,从绿色节能、能源安全、资源综合利用、低碳、清洁、智能6个维度,打造“零外购电、零化石能源、零一次资源、零碳排放、零废弃物排放、零员工”的建材工厂。 6.低碳配方或料方的研发及应用研究 采用数值模拟、材料基因等手段,研究低碳、无碳矿物原料的储量、成本、物相、热性能,研发出低碳或无碳料方,开发高效的煅烧或提纯、加工工艺,有效降低成本和碳排放。 7.依托碳资产管理和绿色金融发展“双碳”经济 树立“碳是资产”的理念,提高碳资产管理技术能力。建立全级次的碳资产管理体系,对碳资产形成统一管理,积极参与碳交易,探索开发碳汇项目,挖掘碳减排资产(CCER),探索开展绿色融资。 8.管理节能技术 ①企业实施综合能源管理,结合企业实际做好节能管理和持续改进,采用信息化和工业化融合技术提高管理效率、促进技术进步;②企业积极应用先进能源管理系统,开展生产全过程的实时监测、能效分析、动态发布等能源精细化管理。
六、玻璃纤维企业碳减排未来展望 1.强化组织领导。建议企业成立“双碳”专项工作组,全面统筹推进“双碳”工作。 2.加大统筹协调。明确责任主体和进度安排,分解任务,压实责任,整合方案实施效果、技术发展新动向。 3.优化考核约束。推动以能耗“双控”向碳排放总量和强度“双控”转变的考核机制,实施以碳强度控制为主、碳排放总量控制为辅的制度,对能源消费和碳排放指标协同管理、协同分解、协同考核。 4.推进宣传引导。总结提炼“双碳”工作有效做法、成功经验、典型模式,积极宣传,着力推广。 5.开发低碳/无碳矿物原料代替目前常规的高碳矿物原料,是玻纤工厂减少碳排放最直接的技术方案,采用材料基因等手段,研究“无碳”矿物原料的储量、成本、物相、热性能,研发出低碳或“无碳”玻璃料方,基于玻璃料方对无碳/低碳矿物原料成分的要求,开发高效的提纯、加工工艺,使之满足玻纤生产使用并有效降低成本。 6.研发氢能等清洁能源替代天然气,同时推进窑炉大功率电助熔技术,逐步降低天然气比例,最终形成窑炉氢气燃烧+大功率电助熔技术。 7.采用新型隔热材料(如陶瓷纤维、气凝胶、纳米隔热材料、高发射率涂料、真空绝热材料等),降低窑体表面温度,减少窑体外表面的散热损失,提高熔化温度,提高玻璃液熔制质量,减少燃料消耗,提高窑炉的热效率。 8.根据规划需求,分析厂区/园区的地理位置、气候环境、建筑布局,建设风、光储能电站,最大限度开发利用可再生能源,提高绿电使用率。 9.在生产过程中捕集废气中的二氧化碳,压缩后通过管道、公路、铁路等进行压缩运输,从而加以利用,或注入深层地质构造进行封存。 10.探索玻璃纤维复合材料的回收及循环利用技术,玻纤复合材料在完成生命周期被废弃后,应寻求有效的回收技术及方法,在玻璃纤维产业链内形成循环利用。
附言 本指南参加单位及人员 中国建筑材料联合会:孙星寿、刘杨、冯帅、曹会保、宋有崑、张娅妮、张凯博、秦松、刘新琪、罗宁、王韶辉、张萌、王勇、王志超、张轶。 中材科技股份有限公司:呼跃武、陈智刚、安儒波。 南京玻璃纤维研究设计院有限公司:张国、孙鸣、吴永坤、乔磊、蒋露。 中国玻璃纤维工业协会:刘长雷、文慧、杨凯。 山东玻纤集团股份有限公司:张善俊、李金保、杨风波、安智广、常印富、刘向明。 四川省玻纤集团股份有限公司:马鑫磊、李军、张光发、周天学、邹岩辉、王福州。 中国巨石股份有限公司:曹国荣、厉一丹、郑大俊、王俊洋。 泰山玻璃纤维有限公司:唐宇、赵传斌、鹿庆果、胡文娟。 重庆国际复合材料股份有限公司:王小强、陈志强、彭燏、陈孝波、陈蓉、齐永高。 国建联信认证中心:武庆涛、尹靖宇、李晋梅、张晋、刘庆祎、孙志强、孟晓双、袁俣铖。 中国国检测试控股集团股份有限公司:鹿晓泉。 中化地质矿山总局化工地质调查总院:屈云燕。 《玻璃纤维行业碳减排技术指南》在征求意见过程中,得到了江西华源新材料股份有限公司周斌;河南光远新材料股份有限公司宁祥春;河北冀中新材料有限公司李亚涛;江苏长海复合材料股份有限公司杨鹏威的大力支持。 本指南得到了阎晓峰、陈国庆、刘建华、朱建勋、段星亮、张德刚、顾桂江等专家的指导、帮助并提出有益的意见及建议。 本指南得到了工业和信息化部原材料工业司领导高度重视并给予了重要指导,建材处相关负责同志全程参与调研,并对项目推进工作做出部署和提出要求。山东省工信厅(临沂市工信局、泰安市工信局、沂水县工信局)、四川省经信厅、广东省工信厅的有关负责同志全程参与本省或本区域相关企业调研。 山东省建材工业协会有关负责同志全程参与了本地区玻璃纤维企业调研。
采编:《中国建材》杂志 内容来源:中国建筑材料联合会 |
||||||||
 |
||||||||
| 上一篇:中央经济工作会议,极简版要点来了!
下一篇:制造业卓越质量工程实施意见 明确质量管理能力等级划分 |
